 Contact Us
Contact Us How to Inspect ViewTite® Nut-Side Self-Indicators
Before Tightening:
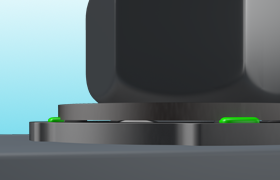
Verify that the structural bolting assembly is correctly configured with a ViewTite® load-indicator placed against the structural steel with the protrusions facing out, that a hardened F436 washer is placed over ViewTite®, and that an A563 DH or A194 2H nut is installed on top.
- Tip 1: The importance of adequately lubricated bolting assemblies cannot be over-stated. Non water-soluble (wax) lubricants provide excellent lubricity. Consider use of Castrol or Relton Stick wax on fasteners that do not come from the manufacturer lubricated.
- Tip 2: Some customers require, and it is generally considered good practice, to install all fastener components with grade and manufacturer ID markings facing outwards to enable easy verification that fasteners meeting the specified standards have been used.
- Tip 3: A useful guideline for using the correct bolt length is that upon installation the threads of the bolt should be at least flush with the face of the nut, with ideally no more than three threads protruding beyond the nut.
After Snugging:
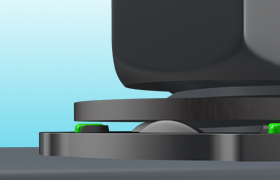
Verify that the steel plies are in firm contact, that there is some partial compression of the protrusions on the ViewTite® load-indicator and that the ViewTite® has not been flattened to the point where the polymer indicates that the assembly is fully tensioned.
- Tip 4: Snug-tightening is vital to performance of structural bolting assemblies. Consistent techniques for snugging are evidence of bolting crew competence.
- Tip 5: On larger multi-ply connections with numerous bolting assemblies in close proximity to one another, it is almost always necessary to perform the snug-tightening operation two or more times to bring the steel adequately together before final tightening.
After Tightening:
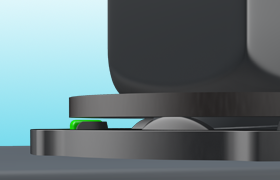
Visually inspect bolting assemblies for full tensioning as evidenced by emission of the polymer and closure of the gaps such that the applicable feeler-gage is refused in more than half of the spaces around the perimeter.


- Tip 6: Visual-only inspection of ViewTite® is commonly sufficient to verify that bolting assemblies have been fully tightened as required. Feeler gage inspections are nonetheless the referee method for absolute verification.
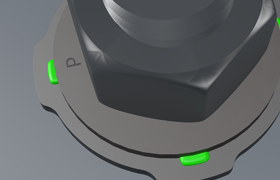
For additional verification of tensioning using a feeler gage, simply use the feeler to check the spaces between two adjacent protrusions. With ViewTite® DTIs the space can be accessed from either side of the horseshoe shaped tubes containing the elastomer per the illustration above. If one of the tries refuses, that constitutes a refusal fit or a “no go” fit for that gap. - Tip 7: Inspection of ViewTite® by use of torque-measuring equipment is not a valid technique. Torque wrenches measure resistance to movement of the fastener elements, not preload in the bolting assembly.

Poorly lit construction site? Nighttime Inspection? No problem!
The elastomer in ViewTite® Nut-Side Self-Indicators glows brightly under UV ‘black’ lights, making inspection a snap.Contact TurnaSure today for more information, availability and quotes.